詳情介紹

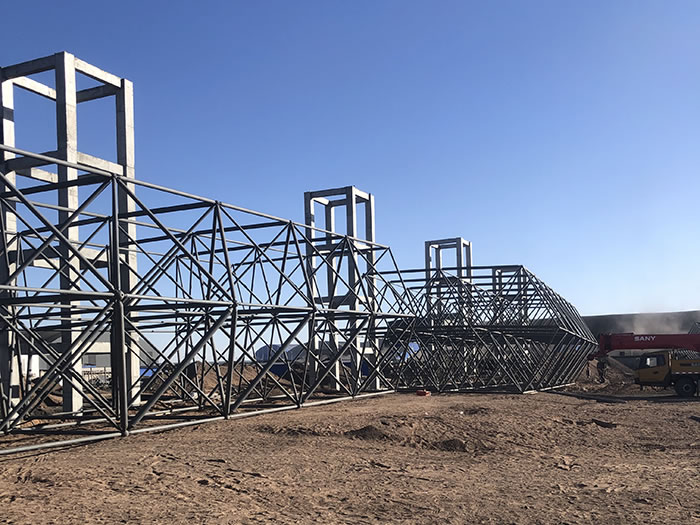
湖南省干煤棚網(wǎng)架工程主要材料選用Q235B作為主要材料����,材料進(jìn)廠(chǎng)后需進(jìn)行材料的二次復檢���,復檢合格后進(jìn)行桿件的下料�����,下料時(shí)桿件應及時(shí)進(jìn)行桿件編號���,以便運輸到場(chǎng)地時(shí)便于挑選��,運輸前應進(jìn)行網(wǎng)架的桿件的打磨���、涂裝��。
1����、桿件主要材料
(1)鋼管材質(zhì)采用Q235B���,應符合GB/T3092-2001規定的焊接管或者GB3087規定的無(wú)縫鋼管����,其品種��、規格���、性能應符合設計要求和有關(guān)產(chǎn)品標準的規定���,并具有產(chǎn)品質(zhì)量合格證明書(shū)���。
(2)材料***根據網(wǎng)架設計桿件長(cháng)度定尺采購���,這樣可以控制材料的損耗在 2%~3%�����。
2�����、桿件的制制作加工工工藝流程
鋼管矯直→下料及坡口加工→切口清理及增設短襯管→檢驗→編號→拋丸 除銹→涂裝→打包發(fā)運
3�����、桿件制作加工工藝細則
(1)桿件鋼管為高頻焊管或無(wú)縫鋼管����,鋼管下料前應將鋼管矯直�����。
(2)鋼管下料�����,鋼管應按桿件的設計尺寸另加焊接收縮余量下料��;下料采取等離子網(wǎng)架自動(dòng)切割機����,下料坡口一次性成型���,坡口角度為30°��。
(3)切口清理并在鋼管兩端增設短襯管�����。
(4)檢驗��,采用鋼尺檢查����,檢驗桿件外形尺寸是否符合設計圖紙要求����。
(5)桿件編號���,桿件編號采用鋼印并且在桿件內壁粘貼標簽����,且字跡清晰可辨�����,檢查桿件編號是否齊全���;
(6)該網(wǎng)架構件表面采用噴砂除銹處理����。
(7)桿件在涂裝前應徹底清除雜物����,表面油漆主要采取噴涂方法���;涂裝的厚度由干濕膜測厚儀控制并符合設計要求�����;桿件兩端50mm~80mm處不應涂裝油漆����。
(8)桿件采取打包方式困扎���,并要求捆綁牢固����;每個(gè)打包捆上掛有桿件所在工程名稱(chēng)����、桿件數量和編號等�����。
 蘇公網(wǎng)安備32030502000444號 友情鏈接:
蘇公網(wǎng)安備32030502000444號 友情鏈接:



 咨詢(xún)熱線(xiàn):
咨詢(xún)熱線(xiàn):

